Note: Factory front site must removed for installation. One side of forend must remain rail free for full folding of gun.
Installation
Instructions For #R6
Tools
required: 5/32 allen wrench, T15 torx wrench, and a flathead screwdriver
(torque wrench recommended)
1. Make sure
magazine is removed and chamber is empty.
2. If not
already done the front sight must be removed for install. I removed mine by
cutting off the plastic sight from its metal bushing with a dremmel tool. I
then used a heat gun set at 800 degrees and heated the bushing for about 4
minutes at which time the bushing easily slid off and the residue from the
loctite that held the bushing on could be wiped clean . After doing this I
believe if you wanted to keep the sight in a reusable condition, you would not
have to cut the plastic sight off the metal bushing. I believe that placing
heat on the barrel adjacent to the bushing would achieve the same result though
would likely take a bit longer.
3.Remove
stock forend. After removed your barrel may be able to turn, try to make sure
it doesn't throughout install. It can move a little but you don't want it
unscrewing much. Newer guns are pinned instead of loctited, if pinned this
isn’t an issue. Also not all loctited barrels are loose.
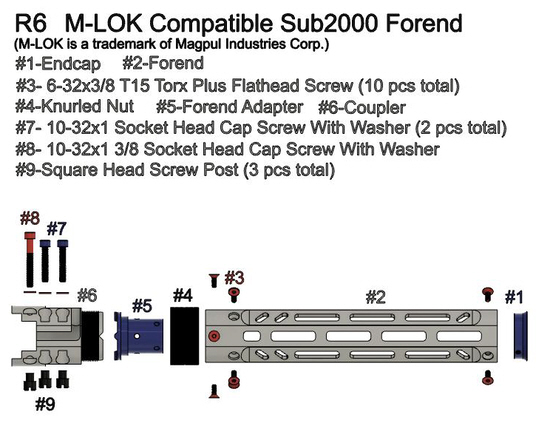
4. Place
coupler (part# 6 in exploded view diagram) over barrel and slide all the way
back until cutout face contacts the lock nut face. Make sure prior to this that
the lock nut of the gun is screwed down to the desired tightness as this
controls how tight the gun locks into the firing position when the trigger
guard is shut. The coupler contacting the lock nut face prevents the lock nut
from loosening. Be sure that the clamping holes of the coupler are oriented
down and the Red Lion Logo (lion's head) is on the ejection side of gun.
5. Place part
#'s 7, 8, &9 in place as shown in diagram if they were previously removed
(these are shipped in place). Tighten only #7 cap screws into the corresponding
#9 nuts until coupler just turns on barrel with minimal clearance.
6. Place
parts #8 and #9 into place according to the diagram if not already done so.
IMPORTANT:Before tightening make sure the gun is unfolded and locked into its
firing position, this orients the square back plate of gun that the coupler
orients off of. After making sure coupler is slid all the way toward the
receiver with the cutout face of coupler contacting lock nut face, then tighten
#8 cap screw into corresponding #9 nut until the coupler ears contact (6ft/lbs
MAX, DO NOT OVERTIGHTEN, this doesn’t hold anything on, it just orients the
forend to the square plate) the square back plate of the gun that contacts the
polymer reciever.
7.Tighten #7
cap screws into #9 nuts. This clamps the barrel and prevents movement forward
and back (while also locking the barrel relationship to the square plate). If using
a torque wrench, tighten to 9 ft/lbs. If you don't have a torque wrench just
make it really tight, basically as tight as you can make it (checking this
explained next). When shooting for the first time check to see if a gap opens
between where the coupler and lock nut contact (if adjusted properly the lock
nut should not tighten further when shooting then where set in step 5) every 1
or 2 shots for atleast the first ten shots (try to have a good purchase on the
forend when shooting for this check to make sure its getting a good jolt). If a
gap should appear then the forend is moving forward and #7 cap screws need
tightened into #9 nuts more. This gap check is mostly helpful in allowing those
without a torque wrench determine whether they have #7+#9 hardware tightened
properly but should also be done for those using torque wrenches as a double
check.
8.Now part #s
5, 4, 2 , and 1 must be assembled into one unit. Place #4 (threaded ID end
first) over the nose of part #5. Then place part #2 over the nose of part #5
(see diagram).Place part #3 screw (6-32x3/8 torx plus flathead) into the
countersunk holes in part #2 and screw into the threaded holes in the OD of the
nose of part #5. Just snug till all 8 are in place, then tighten. Try to snug
and then tighten opposing screws, like you would tighten lug nuts on a tire.
Now place the endcap (part #1) in the front of the forend (part#2) and use 2
more part #3 screws to secure. Use of Blue Loctite 242 Threadlocker (medium
strength) or other manufacturer equivalent is recommended for #3 screws
(6-32x3/8 torx plus flathead) , a little bit goes a long way so place just a
little drop on a spot on the front of the screw thread and it will spread
around when screwed in. Blue Loctite 242 Threadlocker will take a set in 10
minutes and should fully cure in 24hrs and be ready for use.
9.Place part
# 5, 4, 2, and 1 unit over the barrel (part # 5 first). Point muzzle upward.
Slide back till you are able to thread part # 4 (knurled nut) onto the coupler
(part #6) that was installed previously. Thread until coupler (part# 6) is able
to contact forend adapter (part# 5) and then orient so that the mating tangs
engage, then finish tightening part # 4 down to lock into place.
To index the
forend: Unscrew knurled nut till forend can be lifted up (approx 1/8"
movement needed) and spun into next location (90 degree increments), let the
forend back down for tangs to engage, tighten knurled nut to lock in place. If
knurled nut seems gritty when tightening and loosening, apply a small amount of
light oil to threads



 Really nice!
Really nice! 


